
 发布展会
发布展会
 发布资讯
发布资讯



最早的模具是出现在什么时候呢?
事实表明早在5000──7000年前,人类就开始使用了模具,因为不使模具,要制造象青铜大立人、裸体带冠祭师立人像以及司母戊大方鼎这样的大型青铜作品是无法想象的。
古人是怎么制造模具从而制作产品呢?
泥范铸造法
泥范铸造法大体要经过制做模型、塑出花纹、翻制泥范、高温焙烧、浇注金属液体以及加工修整等工艺过程,不适宜铸造器形和雕镂复杂的器物,需分瓣。
失蜡法铸造
先用蜡、松香、油脂等配制成蜡料,后根据需要制成不同形状、纹饰的蜡模,再以马粪泥或低浆泥挂涂成型,阴干后加热把蜡化去,形成铸型空腔,再浇铸成器。这种方法可用整模,无需分块,铸出的成品可达很高的精度。
现代的模具跟古代有什么相同地方?
古人所做的模具已经包含了现代模具最主要的部分—模仁。也就是现代模具的型芯,型腔。
现代模具的演变-注塑机
进入工业文明之后,我们的模坯材料由土坯变成了金属,而产品的材料也由金属液体变成塑胶溶料,为了适应批量化生产,像古人那样靠人力去填充金属液体总是效率太低,于是机器取代人类的工具——注塑机 就应运而生了。
现代模具的发展—顶出系统
有了注塑机之后人们开始批量生产了,人们设计出了最简易的模具(只有型芯,型腔)但是到实际生产中又遇到了很多大问题。
模具冷却系统
有了顶出系统之后,生产效率大大增加了,但是每个生产周期,只靠塑件自然冷却然后取出塑件,还是浪费了很多时间,于是乎,人们又研究出了冷却系统 —运水。而且事实证明,良好的冷却系统对于塑件质量的控制也有很明显的作用。
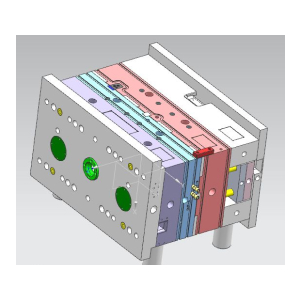
双色注塑模具(HL LENS)
原理:双色注塑成型机两只料管配合两套模具按先后次序分两次注塑成型双色产品。
步骤:
1.原料经A料管第一次成型制成产品A
2.周期开模,成型机模板旋转180度至B合模
3.B原料经B料管注入2次成型模腔成型产品并顶出
热流道模具
无流道凝料模具是针对热塑性胶料,利用加热或隔热的方法使流道内的胶料始终保持熔融状态,从而达到无流道凝料或少流道凝料目的的注射模具。
优点:
1.无流道凝料或少流道凝料,胶料的有效利用率高,并可充分发挥注射
机的塑化能力。
2 .熔融胶料在流道里的压力损耗小,易于充满型腔及补缩,可避免产生
胶件凹陷、缩孔和变形。
3.缩短了成形周期,提高了生产效率。
4.浇口可自动切断,提高了自动化程度。
5.能降低注射压力,可减小锁模吨位。
缺点:
1.装有热流道板的模具其闭合高度加大,有可能需要选用较大的注射机。
2.热唧咀、热流道板中的热量经热辐射和热传导影响前模温度,模具设
计时应尽量减少热传递,加强前模冷却。
3.模具成本较高
内容来源:UG模具设计爱好者
 你可能喜欢的主页
你可能喜欢的主页




 今日话题
今日话题












 最新资讯
最新资讯




 会邦服务号,扫一扫
会邦服务号,扫一扫
 全球展会报名:添加公众号
全球展会报名:添加公众号

提供来自汽车、油气、宠物、印刷、包装、母婴、消费电子、玩具等60多个行业的社区和参与。
注册登记用户来自172个国家和地区。
我们的使命是通过现场体验将世界凝聚在一起。
From Marketes By marketers For marketers。
关注公众号
在线支持
 鄂ICP备2022017323号
鄂ICP备2022017323号
 鄂公网安备 42018502006386
鄂公网安备 42018502006386
